Arc放電の語源
放電経路の中央部が膨らみ、電極近くが細く円弧を描くため、arc(円弧)放電と呼ばれる。
Arc放電の特徴
arc放電は、陽極と陰極の間に流れる放電電流を増していった時、最終的に到達する放電の形である。
低い電圧(数十V程度)で、大電流密度(10の3乗〜10の7乗A/cm2).
陰極からの電子放出は、γ作用でなく、陰極の熱による「熱電子」である。
これが多数放出され、大きな電流が流れる。
陽ionが陰極降下領域を通過して得るenergyは、部分的に2次電子の放出に費やされる。
しかし、大部分は、陰極を加熱する作用をする。
Arc放電の応用
arc放電は、気体原子・分子の温度が、ionも含め、5000〜6000Kまで達する。
そのため、金属の溶融などに用いられ、arc炉、arc溶接などに利用されている。
また、arc Plasmaは、輝度の高い発光が特徴なので、光源に利用されている。
実際にarc Plasmaを作る場合、電極を1度接触させて接触点で局部的なジュール熱加熱を行う。
そして、その後、引き離してarc放電を持続させる方法がよく用いられる。
これは、arc放電は、開始させるのに必要な電圧は高いが、放電維持電圧(10V前後)は低いためである。
Glow放電からArc放電への移行
glow放電Plasmaは、電流密度の上昇に伴い、次のように変化する。
1. 正規glow領域
2. 異常glow領域
3. glowーarc移行領域
4. arc放電
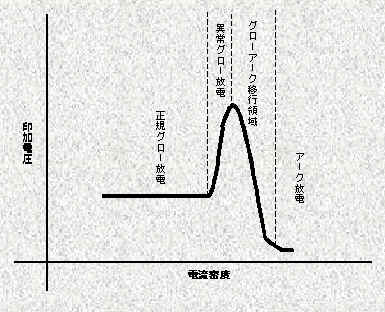
正規glow放電領域では、電圧降下、電流密度ともに小さい。
異常glow放電領域では、電圧降下、電流密度はともに増加して、陰極加熱が激しくなる。
そして、陰極からの熱電子放出が頻繁に起こる。
1度熱電子の放出が始まると、電流密度も急激に上昇し、電流も陰極の局所に集まる。
そして、ますますその部分の温度を高める。
この時、電極金属の蒸発が起こり、放電を助長する。
その結果、放電自身の電流によって陰極が加熱されるようになる。
陰極から[熱電子放出]を起こし、arc放電が持続される。
陽光柱の内部では、Plasmaが[電界電離]から[熱電離]へと移行していく。
電極での温度上昇が十分であれば、「熱電子放出」の電子が供給される。
電極間に強い電場がかかっていても、平均自由行程が短く、電子が得るenergyは小さい。
従って、電子の衝突による電離は期待できない。
気体分子・原子の温度が、電子と同程度高くなっていることによる「熱電離」が主となる。
放電電流が増加すると、「累積電離」が活発になり、放電電圧が低下する。
そのため、電圧を上げると電流が下がることになる。
熱電子放出が放電電流を上回るほど陰極が高温になると、陰極降下がほとんどなくなる。
そして、累積電離も加わり、電離電圧よりも低い維持電圧のarc放電Plasmaが得られる。
これは「低電圧arc放電」と呼ばれる。
arc放電においても、気体の圧力を下げていくと、glow放電と同様に「衝突電離」が支配的になる。
さらに気圧を下げて高真空にすると、電極からの「蒸発物質が電離」して放電を維持するようになる。
このようなPlasmaを「真空arc Plasma」とと呼ぶ。